| 提交詢價信息 |
| 發布緊急求購 |



價格:電議
所在地:北京
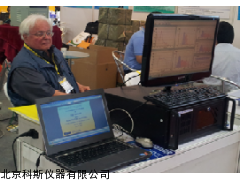
型號:漢諾威在線焊接質量分析儀
更新時間:2023-10-27
瀏覽次數:1641
公司地址:北京經濟技術開發區榮華南路16號中冀斯巴魯大廈1504
![]()
程先生(先生)
漢諾威在線焊接質量分析儀通過對焊接工藝參數進行實時在線監測及數字化記錄,并由分析軟件對數據進行實時統計分析,是目前對焊接工藝過程進行計算機輔助監控和質量分析的的焊接質量分析儀器。主要實時測量焊接過程中的電參數(焊接電流、焊接電壓),對瞬時值進行統計處理,得出幅值特征的概率密度分布曲線和時間特征的時間頻數分布曲線,用來分析評價各種焊接材料、焊接電源、焊接工藝的電弧物理特性。
德國漢諾威大學的 Dietrich Rehfeldt 教授(Prof. Dr. D. Rehfeldt)從1966年開始帶領他的JOINING OF MATERIALS (JOM) 科研團隊一直潛心于漢諾威焊接質量分析儀的開發與研制,在焊接行業享有盛譽,新版本AH-XXIV-2E,是目前上的在線焊接質量分析與焊接過程測試儀器。
Rehfeldt 教授還與北京工業大學焊接研究所一直進行合作,服務與境內的科院與教學。此外,北京工業大學的科研人員經過多年的潛心研究,專門研制出適合拍攝焊接用的氙燈白光背光光源,配合變焦微距鏡頭、近攝鏡、減光鏡、保護UV鏡、全色濾鏡等各種附件,與高速攝像機的各種外觸發功能相協調,實現了高速攝像機對焊接過程熔滴和熔池動態變化過程的清晰觀察與拍攝,并將焊接工程電參數的采集、分析與高速拍攝系統實現同步與軟件對接,形成了一套完整的焊接過程研究與質量控制的解決方案。
主要應用于:
l 氣體保護焊,手工電弧焊,氬弧焊,埋弧焊等
l 焊接過程的分析和監測;
l 焊接材料質量評定;
l 焊接工藝優化與驗證;
l 焊接電源校準和診斷。
.JPG)
.JPG)
硬件配置:
u? 電壓傳感器:±128V
u? 電流傳感器:±1000A
u 隔離變壓器:1000V
u 工控服務器:處理器AMD A8 5600K,8G內存、1TB硬盤,DVD讀寫
u 操作系統: MS-Windows 7專業版
u 12位A/D卡 16個通道,zui大采樣頻率:330kHz。 短采樣間隔:單通道3.2微秒
u 傳感器信號調節單元
技術參數:
u 測量范圍:
電壓:雙性-128V~128V 單性0V~128V
電流:雙性-1000A~1000A 單性0A~1000A
u 測量精度:電壓U≤2% V, 電流I≤2% A
連接示意圖:
電壓信號由同軸電纜1 通過帶分壓器和保護電路的低通濾波器接到AH的通道1。
電流信號由同軸電纜2 通過電流傳感器與AH的通道2相接。
測試參數:
u ? 焊接電壓值Us(t)
u ? 焊接電流值is(t)
u ? 短路時間T1
u ? 燃弧時間T2
u ? 加權燃弧時間T3
u ? 過渡周期Tc
各個時間參數的意義:

l ?在燃弧時間T2(us(t) > UN)內母材和填充材料被熔化
l ?在短路時間T1(Us(t) < UN)內,熔滴過渡到熔池(T1 > T1MIN)或只是以很短時間與熔池接觸一下(T1 < T1MIN)
l ?加權燃弧時間T3 描述的是兩個較長的短路時間(T1 > T1MIN)之間的區域,瞬間短路的時間(T1 < T1MIN)也計在加權燃弧時間T3 內。
l ?過渡周期Tc 由T3 和T1 構成
以上四個時間參數多分為1024 個組
|
AH-版本 |
AH-XXll-2E |
AH- XXIV -2E |
|
MS操作系統 |
WIN XP prof/SP2 |
WIN 7 prof |
|
頻道 |
2 |
2 |
|
觸發輸入 |
— |
+ |
|
觸發輸出 |
— |
— |
|
類寬T1 |
0.5ms |
可選 |
|
類寬T2 |
1.0ms |
可選 |
|
類寬T3 |
1.0ms |
可選 |
|
類寬T4 |
1.0ms |
可選 |
|
脫機分析 |
— |
+ |
|
電壓—傳感器—因子 |
12.8 |
可選* |
|
電流—傳感器—因子 |
100 |
可選* |
|
幅度范圍 |
+/-10V |
可選* |
|
DAQ轉換時間 |
5microsec |
可選* |
數據統計:
l ? 焊接電壓概率密度分布PDD n(u)
l ? 焊接電流概率密度分布n(i)
l ? 短路時間頻數分布CFD N(T1)
l ? 燃弧時間頻數分布N(T2)
l ? 加權燃弧時間頻數分布N(T3)
l ? 過渡周期頻數分布N(Tc)
l ? 平均值m
l ? 標準偏差s
l ? 變異系數s / m
l ? zui大概率密度
l ? zui大概率的組
l ? 測試參數的zui大、zui小值
在統計分析中,圖表可隨意放大縮小,可只顯示用戶感興趣的部分,亦可生成附加信息文擋。
弧焊熔滴過渡的統計分析:
一個短路熔滴過渡的焊接過程可以分為三個不同的物理階段:
-電弧燃燒時間與電和基體材料的熔點,
-短路時間和熔滴過渡,
-短路后重新燃弧的時間。
-燃弧電壓/電流,
-短路電壓/電流,
-重新燃弧電壓/電流,
也是用瞬時振幅值的概率密度分布(PDDS)統計學評估的,統計分析也能驗證電弧焊接工藝是熔滴自由過渡或是噴射過渡或脈沖過渡。 這些過渡中,短路過渡是一個過程中的擾動,它產生飛濺等。所有的焊接工藝質量的重要數據,可從統計電壓,電流和時間中確定。數據輸出方式:
l ? 存儲測試數據
l ? 在打印機或磁盤上輸出部分或全部的參數、圖表
l ? 以ASCII 文件輸出測試結果,以便用其它程序進行處理
用戶通過菜單選擇和對話框輸入來操作程序。
通過一系列的選擇便可輸入數據,在輸入數據時,程序拒接受容許范圍外的值,從而避免了無效的數據輸入。用硬盤來存儲測試數據,特別是輸出的ASCII 文件。帶有Zip或CD-ROM寫入器,用于備份數據。
 免責聲明:以上所展示的[漢諾威在線焊接質量分析儀 漢諾威在線焊接質量分析儀]信息由會員[北京科斯儀器有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。
免責聲明:以上所展示的[漢諾威在線焊接質量分析儀 漢諾威在線焊接質量分析儀]信息由會員[北京科斯儀器有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。