產品簡介
應力消除機,是應力消除機器系列產品中,主要針對鑄造、鍛壓、模具等行業進行殘余應力消除的機器。本機器不但具有手動、半
公司簡介
濟南高晟精機設備有限公司成立于2005年,是國內最早一批研發生產振動時效應力消除設備的專業廠商,公司秉承“高素質、高科技、高成長”的發展特點和“依科技為先導,靠質量興企業”的質量方針,憑借雄厚的技術實力,不斷推出新型實用的產品,為新老客戶提供了更優質的產品和更完善的服務。
濟南高晟精機設備有限公司目前僅振動時效產品就申請了40余項專利,其中發名專利占了7項目之多,同時獲得十余項國內授權和一項美國發明專利,數十項國家級、省部級榮譽,承擔了多項軍隊科研任務和三項國家863科研課題,參與承擔行業標準(JB/T5926-2005)編寫工作,是國家發改委認定的中國第一家、也是最大的擁有自主知識產權的應力消除技術研發應用基地和國家科技部認定的國家振動時效技術研究中心產學研基地。
展開
產品說明
應力消除機,是應力消除機器系列產品中,主要針對鑄造、鍛壓、模具等行業進行殘余應力消除的機器。本機器不但具有手動、半自動、全自動等基本應力消除功能,還能給出現場工藝指導,并能在應力消除結束后,計算出應力消除率,然后根據國標判斷是否成功消除殘余應力!!
應力消除支撐方式:
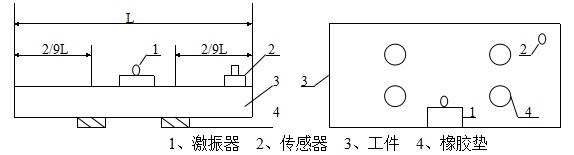
一.梁型工件支撐方式
如下圖,在距工件端部 (2/9×L)長度處放四個橡膠墊,激振器卡在中 間或一端,傳感器吸在另一端。
注:⑴、L:為工件的總體長度;
⑵、梁型件必須同時符合以下條件:
A、 工件的長度是寬度的3倍或大于3倍;
B、工件的長度是厚度的5倍或大于5倍;
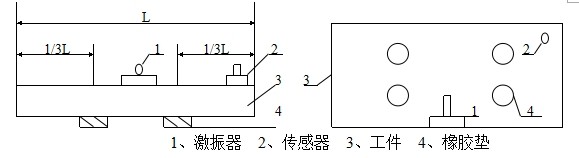
二.板型工件支撐方式
如下圖,可在距離工件端部 (1/3×L)長度處放四個橡膠墊,激振器卡在中間或一端,傳感器吸在另一端。
注:⑴、L:為工件的總體長度;
⑵、板型件必須同時符合以下條件:
B、 工件的長度約等于寬度;
C、 工件的長度是厚度的5倍或大于5倍;
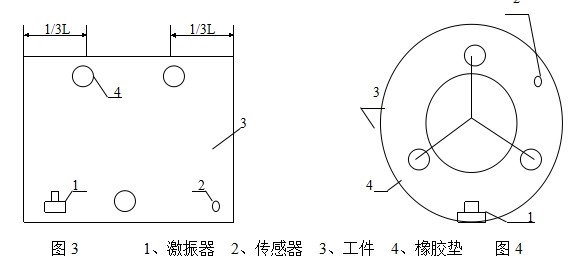
三.方形工件或圓形工件支撐方式
1、當工件的長≈寬≈高時,則認為工件屬于方型件類。橡膠墊可采用三 點支撐方式,激振器放在單支點側的端部,或工件頂面的中間,傳 感器放在另一端,如下圖3。
2、當工件為圓環時,橡膠墊在圓環底部采用四個或三個對稱支撐,激 振器夾在兩個橡膠墊中間,傳感器放在另兩個橡膠墊中間,如圖4。
應力消除工藝過程
一步:時效準備:用專用橡膠墊將要時效處理的工件在其節線附件支撐起來,并將激振器用弓形卡具牢固固定在工件振動時的波峰處,將測試工件振動情況的傳感器用磁座吸緊在工件上,并用專用電纜線將激振器、傳感器和控制器連接起來。
第二步:振前掃描:焊接應力消除設備以自動掃描的方式檢測出被時效處理工件的固有共振頻率和應該給工件振動能量的大小并存儲。
第三步:應力消除:振動時效設備以第二步測得參數為依據自動(或手動)確定出對工件進行振動處理的振動頻率,并對工件進行振動時效處理。在處理過程中隨時檢測振動參數和工件殘余應力的變化,而殘余應力不再消除時即適時停止處理過程。
第四步:結果判定:振動時效設備自動對被時效處理工件的參數進行再一次檢測,以便依據JB/T5926—2005標準,對振動時效效果進行判定。
應力消除結果判定
根據JB/T5926—2005標準(中華人民共和國機械行業標準),出現下列情況之一時,即可判定為達到振動時效工藝效果。
a. 振幅時間(a—t)曲線上升后變平;
b. 振幅時間(a—t)曲線上升后下降然后變平;
c. 振幅頻率(a—n)曲線振后加速度峰值比振前升高;
d. 振幅頻率(a—n)曲線振后的共振頻率比振前變小;
e. 振幅頻率(a—n)曲線振后的比振前的帶寬變窄;
f.振幅頻率(a—n)曲線共振峰有裂變現象發生。
本頁產品地址:http://www.okbaiwei.com/sell/show-3976194.html



 免責聲明:以上所展示的[BN2012液晶智能 應力消除機]信息由會員[濟南高晟精機設備有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。
免責聲明:以上所展示的[BN2012液晶智能 應力消除機]信息由會員[濟南高晟精機設備有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。